科技之光,智造未来

17305842590
0574-62589299

服务热线:0574-62589299
联系电话:17305842590
邮箱:haitianlaser@mail.haitian.com
网址:www.nbtslaser.com
地址:浙江省宁波市北仑区小港街道陈山西路18号海天十二分厂
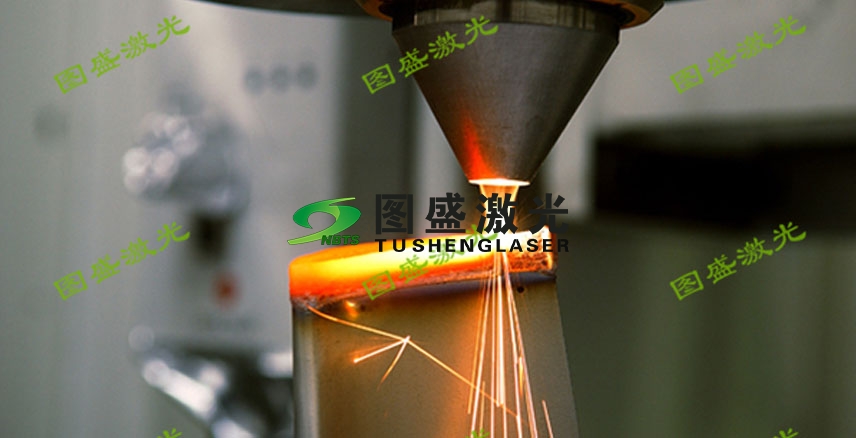
一、激光熔覆特性
1.技术特性
激光熔覆关键特性是发热量集中化,加温快制冷快热危害区小,非常对不一样材料中间熔化拥有 其他热原无可比拟的特性,也更是这一独特的加温和制冷全过程,在溶炼地区造成的组织架构也有别于其他熔覆(喷焊·喷焊·一般电焊焊接等)方式,乃至能够造成非晶态机构,非常是单脉冲激光更加显著。这就是说白了激光熔覆不形变无淬火的缘故。但原以为这仅仅从产品工件总体宏观经济讲,而如果你对熔覆层和热危害区开展外部经济剖析时,你能见到另一种景色,这一点我将在后面讲到。
2.设备特性
激光熔覆现阶段中国选用选用二种型号;CO2激光器,YAG激光器。前面一种为持续輸出,熔覆用机一般在3KW之上;YAG激光为单脉冲輸出,一般在600W上下。针对设备,一般使用人难以弄懂,比较严重依靠生产制造方的服务项目,选购价格比较贵,维护保养成本费、零部件价钱很高,再再加设备可靠性和耐受力与海外较为广泛都是有差别。因而激光熔覆机一般用在独特行业,一般工业生产生产制造、检修行业难有经济效益。
3.加工工艺特性
早期解决:激光熔覆一般只需将产品工件打磨抛光整洁,去油,防锈处理,去疲惫层等,非常简单。
第二送粉:CO2激光器输出功率很大,一般用氩气送粉;YAG激光输出功率小,一般用当然落粉的方法。这二种方法在熔覆时都基础在水准部位产生溶池,歪斜稍大粉末状便不可以一切正常送到,激光的应用范畴受限制,非常是YAG激光器。
第三从溶池产生的情况看:因为激光的线性度高,功率稳定,且沒有电孤触碰,因此 溶池尺寸深层一致性好。
第四加温快制冷快:危害金属材料相产生的匀称度,也对排气管泥渣不好,这也是导致激光熔覆产生出气孔,强度不匀的关键缘故,非常是YAG激光趋向更比较严重。
第五原材料挑选:因为不一样原材料对不一样光波长激光的吸收力不一样,导致激光熔覆原材料挑选限定很大,激光更适合镍基自熔性铝合金等一些原材料,对渗碳体,金属氧化物的熔覆更艰难一些。
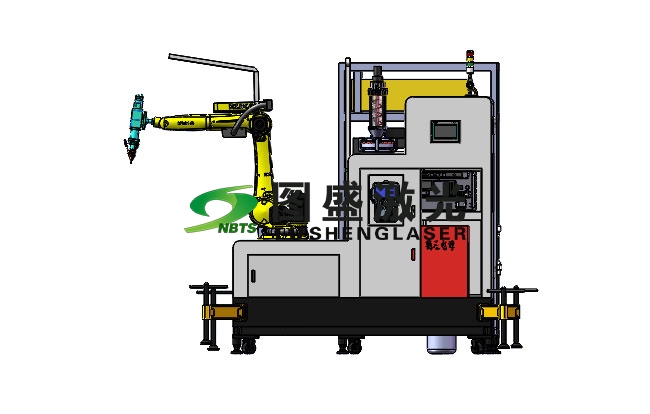
二、微束低温等离子熔覆特性
1.技术特性:
微束低温等离子熔覆机所选用的等电子束,是一种弱电解质弧,比氩弧焊机发热量更集中化,因此 加温速率更快,以便得到更集中化的电子束,一般选用高发动机压缩比直径,小电流量,便于操纵常规溫度不至于太高,防止造成淬火形变。自然这与YAG激光器加温速率无可比拟。因为低温等离子弧为持续工作中,导致人体制冷相对性比较慢,产生的衔接地区比激光熔覆要深一些,这对硬面原材料熔覆而言,地应力会释放出来的好一些。
2.设备特性:
微束低温等离子熔覆设备是在直流电焊机的基本上发展趋势而成,其开关电源·喷漆枪·送粉器·晃动器等,技术门坎低,非常容易生产制造,可信性好,维护保养应用简易,耗电量少,应用低成本,实用性好,生产制造低成本,适应能力好,有利于产业化生产制造,经济效益明显,对自然环境规定低,对原材料融入普遍。伴随着电气设备技术的发展,在我国的悍机技术水准早已具有充足的适用工作能力。此外设备体型小,净重小,焊机能够手执掌握,这使它应用起來更灵便便捷,輔助工作服的工程造价划算。
3.加工工艺特性:
早期解决简易:只需防锈处理除污去疲惫层就可以。
第二送粉:选用氩气送粉,送分精密度规定低,能够有一定的坡度。那样就容许手工制作,针对金属材料修补较为可用。
第三微束低温等离子可靠性好:微束低温等离子的可靠性好,溶池的产生也易于控制,敷材与人体结合充足,地区过多不错。
第四加温和制冷速率小于激光:熔融状态保持时间长,有益于合金成分匀称产生,排气管泥渣不错,在粉末状喷出来全过程中就早已加温,且有氩气和正离子气的维护,因此 熔覆层匀称度更强,出气孔焊瘤等缺点更少。
第五原材料挑选:低温等离子加温方法对原材料限定少,原材料挑选更普遍,对渗碳体,金属氧化物的熔覆更非常容易一些。

三、有关熔覆中的好多个难题
有关电焊焊接地应力:大家务必创建一个定义,无论应用了哪些的专有名词(如电焊焊接·喷焊·喷焊·熔覆等)全是在加温的状况下,在金属材料常规上的溶炼,那麼从加温到溶炼,再到制冷这一全过程中,必定造成地应力。除开极材料,一般危害大的還是收拢地应力,不一样的焊接方式,只不过是以加温方法速率,添充原材料和一些其他标准各有不同。那麼降低这类地应力对常规及溶炼层的危害,全是大家追求完美电焊焊接品质时要考虑到的关键层面。原以为,收拢地应力没法防止,那麼地应力释放出来才算是处理电焊焊接地应力难题的重要。换句话说这类收拢地应力释放出来到哪里,从人体到溶炼地区地应力怎样分派,才算是大家必须并且可以处理的难题。
2.为何激光电焊焊接(熔覆)形变小:主要是溶炼地区小,衔接地区小,收拢量小。那麼原材料在收拢全过程中所造成的收拢力,不能使全部人体形变。这就是说白了激光熔覆不变的缘故(因此 当人体规格过钟头一样会造成形变)这也是激光电焊焊接(熔覆)的优点。那麼这类电焊焊接地应力到哪里来到呢?它主要是释放出来到溶炼地区和衔接地区了。那麼这就造成了2个难题。一是溶炼区非常容易造成裂痕,因此 激光熔覆对原材料的可塑性规定较为高,如镍基粉末状;二是衔接区地应力大,因为激光电焊焊接全过程中加温快制冷快,造成的衔接区规格过小,导致这一地区应力,这就危害了激光电焊焊接(熔覆)的融合实际效果。尤其是在常规与焊接材料物理性能相距很大时,趋向更比较严重,乃至造成掉下来状况,这就规定在激光熔覆时分外留意衔接层的材料和薄厚设计方案。
3.为何低温等离子熔覆(喷焊)不容易造成裂痕·出气孔等缺点:关键缘故有三。一是低温等离子做热原开展熔覆(喷焊)与电弧焊气保焊等发热量更为集中化,正离子弧可靠性更强,沒有电级熔耗,輸出发热量匀称,有利于操纵,那样促使溶炼区发热量遍布匀称,原材料焊接充足匀称,排气管泥渣都充足,收拢地应力遍布匀称。二是因为低温等离子设备线性度高,对溶炼区和衔接区的操纵便捷,且匀称度好,地应力分派更非常容易操纵有效。三是用氩气维护不用各种各样防腐剂,也不会有排氢,空气氧化等难题,因此 低温等离子熔覆(喷焊)更合适大规模,大薄厚,高品质的硬面溶炼(如高锰·高铬结构陶瓷等)合适于生产制造耐磨钢、闸阀、热轧带钢等。
4.熔覆的工艺性能:有关激光熔覆和低温等离子熔覆,有很多同行业发布了许多文章内容,绝大多数都注重激光的优点,这也是大伙儿所追求完美的总体目标。殊不知,大部分是以外部经济视角用金相检验的方式 点评激光的。但一切都是有其多面性,激光熔覆也是有其缺点。在加工工艺层面就会有很多限定,在生产制造具体中更必须高的专业技能,给很多顾客导致艰难。我觉得主要是加温快,制冷快导致的熔覆层熔化時间过短导致光点边缘和内缘区别大,机构产生不匀称,地应力分派不均,排气管泥渣不充足,导致强度不匀,易产生出气孔焊瘤等难题,难以获得大规模极 致的熔覆层,YAG激光特别是在为甚。因此 激光熔覆从选料到实际操作都应分外细腻。低温等离子熔覆相对性激光讲键入发热量大,常规形变成交量放大激光大。但其熔化充足,强度遍布匀称,排气管泥渣完全。原材料挑选覆盖面广,便于实际操作,易获比较完好无损的总体熔覆层,低成本,经济效益好。因而在大规模,大薄厚,熔覆层面拥有 显著优点。